

Seĝoŝaŭmo ĝenerale rilatas al poliuretana ŝaŭmo, kiu estas farita el du-komponentaj materialoj plus respondaj aldonaĵoj kaj aliaj malgrandaj materialoj, kiuj estas ŝaŭmitaj tra muldiloj.La tuta produktadprocezo estas dividita en tri procezojn: prepara etapo, produktadstadio kaj post-pretiga stadio.
Ĉefe kontrolu ĉu la akvoenhavo kaj viskozeco de polietero plenumas la postulojn.Ĉi tiu objekto estas precipe grava vintre en la nordo.
Senpaga prova produktado de ŝaŭmo ankaŭ estas efektivigita por alvenantaj materialoj, ĉefe pesante por kontroli ĉu ili plenumas la produktadajn statuspostulojn.
② Miksado:
Miksado estas farita laŭ la establita formulo, kaj aŭtomata miksa ekipaĵo estas nuntempe uzata.La seĝoŝaŭma sistemo de FAW-Volkswagen estas dividita en du tipojn: kunmetita materialo kaj mem-miksanta materialo.
Kombina materialo:) A+B du miksitaj solvoj estas miksitaj rekte
Mem-batado: miksu POLY, tio estas, baza polietero + POP + aldonaĵoj, kaj poste miksu POLY kaj ISO

2. Produktadstadio - bukloproduktado
Ĝenerale, bukloproduktado estas adoptita, plejparte per pluraj procezoj kiel ekzemple verŝado, formado, malmuldado kaj ŝimpurigado, jene:
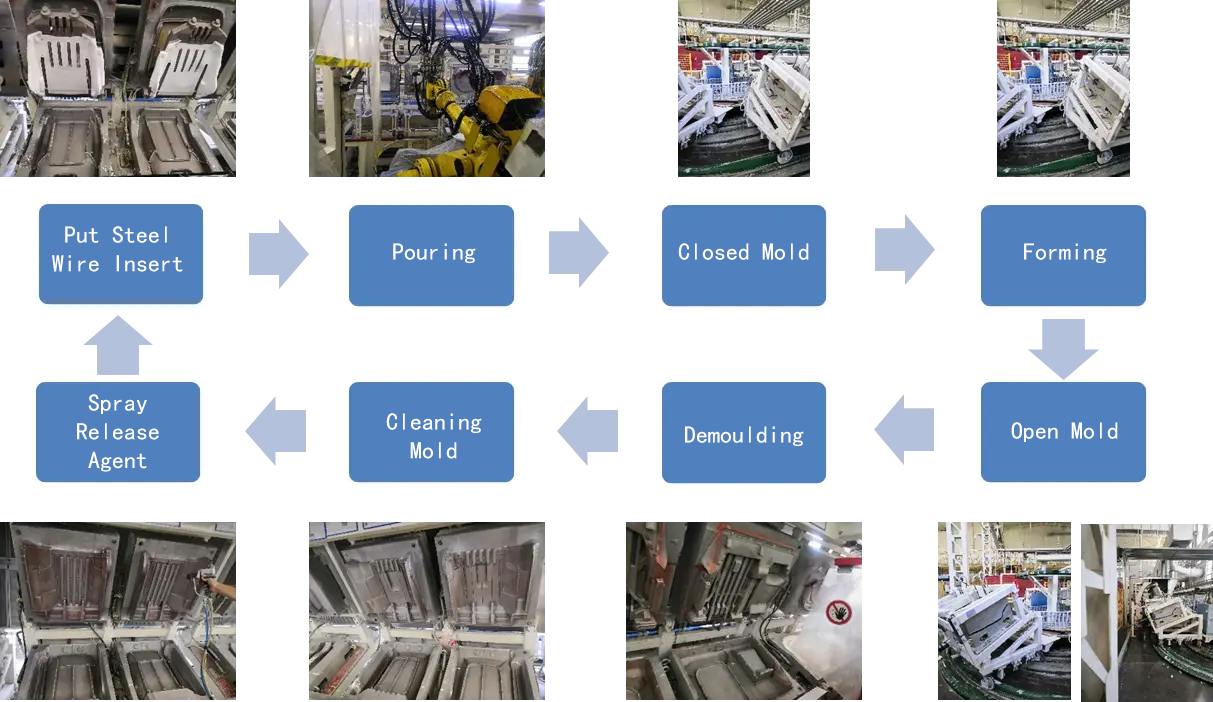
Inter ili, verŝado estas la ŝlosilo, kiu estas ĉefe kompletigita per la verŝmanipulanto.Malsamaj verŝaj proceduroj estas uzataj laŭ malsamaj pozicioj de la sidŝaŭmo, tio estas, ŝaŭmoj en malsamaj regionoj estas verŝataj, kaj la procezaj parametroj estas malsamaj (premo, temperaturo, formulo, ŝaŭma denseco, verŝa vojo, responda indekso).
3. Post-prilabora etapo - inkluzive de borado, tondado, kodigo, riparado, ŝprucado de dampila vakso, maljuniĝo kaj aliaj procezoj
① Truo - La celo de malfermo estas malhelpi produktan deformadon kaj pliigi elastecon.Dividite en malplena adsorbada tipo kaj rulila tipo.
Post kiam la ŝaŭmo eliras el la ŝimo, necesas malfermi la ĉelojn kiel eble plej baldaŭ.Ju pli mallonga la tempo, des pli bone, kaj la plej longa tempo ne devus superi 50s.
②Rando-tondado-ŝaŭmo Pro la procezo de muldila ellasilo, iuj ŝaŭmaj ekbriloj estos produktitaj sur la rando de la ŝaŭmo, kio influos la aspekton kiam kovras la sidlokon kaj devas esti forigitaj mane.
③ Kodigo - uzata por spuri la daton de produktado kaj aron de ŝaŭmo.
④Riparo - Ŝaŭmo produktos malpezajn kvalitajn difektojn dum la produktada procezo aŭ malmolda procezo.Ĝenerale, gluo estas uzata por ripari la difektojn.Tamen, FAW-Volkswagen kondiĉas ke surfaco A ne rajtas esti riparita, kaj ekzistas specialaj kvalitnormoj por limigi riparoperaciojn..
⑤Speru sonsorban vakson - la funkcio estas malhelpi la frotadon inter la ŝaŭmo kaj la sidkadro por generi bruon.
⑥Maljuniĝo - Post kiam la ŝaŭmo estas muldita el la ŝimo, la ŝaŭma materialo ĝenerale ne plene reagas, kaj necesas mikroreagoj.Ĝenerale, la ŝaŭmo estas suspendita en la aero kun ĉenlinio dum 6-12 horoj por kuracado.

malfermo

Tondado

postmaturado
Ĝuste pro tia komplika procezo la sidŝaŭmo de Volkswagen havas bonegan komforton kaj mediprotekton kun malalta odoro kaj malalta emisio.
Afiŝtempo: Feb-17-2023