

Pianka do siedzenia ogólnie odnosi się do pianki poliuretanowej, która jest wykonana z materiałów dwuskładnikowych plus odpowiednie dodatki i inne drobne materiały, które są spieniane w formach.Cały proces produkcyjny dzieli się na trzy procesy: etap przygotowania, etap produkcji i etap obróbki końcowej.
Przede wszystkim sprawdź, czy zawartość wody i lepkość polieteru spełniają wymagania.Ten przedmiot jest szczególnie ważny zimą na północy.
Prowadzona jest także próbna produkcja pianki bezpłatnej dla materiałów przychodzących, głównie ważenie w celu sprawdzenia, czy spełniają one wymagania stanu produkcyjnego.
② Mieszanie:
Mieszanie odbywa się według ustalonej receptury, obecnie stosuje się automatyczne urządzenia mieszające.System pianek do siedzeń FAW-Volkswagen dzieli się na dwa typy: materiał kompozytowy i materiał samomieszający się.
Materiał kombinowany :) A+B dwa zmieszane roztwory miesza się bezpośrednio
Samodozowanie: zmieszaj POLY, czyli polieter zasadowy + POP + dodatki, a następnie wymieszaj POLY i ISO

2. Etap produkcji – produkcja pętli
Ogólnie rzecz biorąc, przyjmuje się produkcję pętli, głównie poprzez kilka procesów, takich jak zalewanie, formowanie, wyjmowanie z formy i czyszczenie formy, w następujący sposób:
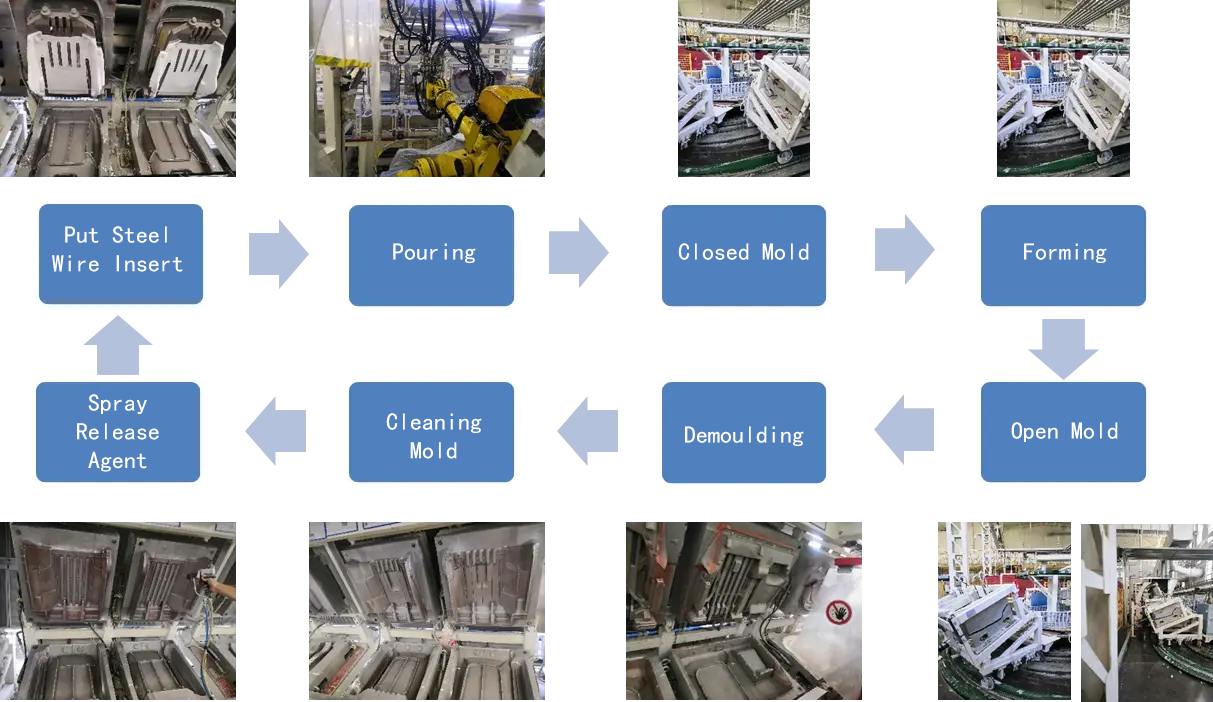
Wśród nich kluczem jest nalewanie, którego dokonuje głównie manipulator nalewania.W zależności od położenia pianki siedziskowej stosuje się różne procedury zalewania, to znaczy wylewane są pianki w różnych obszarach, a parametry procesu są różne (ciśnienie, temperatura, receptura, gęstość spieniania, droga zalewania, wskaźnik reakcji).
3. Etap obróbki końcowej – obejmujący wiercenie, przycinanie, kodowanie, naprawę, natryskiwanie wosku tłumiącego, starzenie i inne procesy
① Otwór – celem otwarcia jest zapobieganie deformacji produktu i zwiększenie jego elastyczności.Podzielony na typ adsorpcji próżniowej i typ rolkowy.
Po wyjściu pianki z formy należy jak najszybciej otworzyć komórki.Im krótszy czas, tym lepiej, a najdłuższy czas nie powinien przekraczać 50s.
②Pianka do przycinania krawędzi Ze względu na proces usuwania pleśni na krawędzi pianki powstają wybrzuszenia, które wpływają na wygląd po przykryciu siedziska i należy je usunąć ręcznie.
③ Kodowanie – służy do śledzenia daty produkcji i partii pianki.
④Naprawa – pianka może powodować niewielkie wady jakościowe podczas procesu produkcyjnego lub rozformowywania.Ogólnie rzecz biorąc, do naprawy defektów używa się kleju.Jednakże FAW-Volkswagen zastrzega, że powierzchnia A nie może być naprawiana i istnieją specjalne standardy jakości ograniczające operacje naprawcze..
⑤ Wosk dźwiękochłonny w sprayu – funkcja polega na zapobieganiu tarciu pomiędzy pianką a ramą siedziska i powstawaniu hałasu
⑥Starzenie się – po uformowaniu pianki z formy materiał spieniający na ogół nie ulega całkowitej reakcji i wymagane są mikroreakcje.Generalnie piankę zawiesza się w powietrzu za pomocą sieci trakcyjnej na 6-12 godzin w celu utwardzenia.

otwarcie

Lamówka

po dojrzewaniu
To właśnie dzięki tak skomplikowanemu procesowi pianka do siedzeń Volkswagena zapewnia doskonały komfort i ochronę środowiska przy niskim zapachu i niskiej emisji.
Czas publikacji: 17 lutego 2023 r