

Sėdynės putos paprastai reiškia poliuretano putas, kurios yra pagamintos iš dviejų komponentų medžiagų ir atitinkamų priedų bei kitų smulkių medžiagų, kurios putoja per formas.Visas gamybos procesas yra padalintas į tris procesus: paruošimo etapą, gamybos etapą ir papildomo apdorojimo etapą.
Daugiausia patikrinkite, ar polieterio vandens kiekis ir klampumas atitinka reikalavimus.Šis elementas ypač svarbus žiemą šiaurėje.
Nemokamai bandomoji putplasčio gamyba taip pat atliekama gaunamoms medžiagoms, daugiausia sveriant, siekiant patikrinti, ar jos atitinka gamybos būklės reikalavimus.
② Maišymas:
Maišymas vyksta pagal nustatytą formulę, šiuo metu naudojama automatinė maišymo įranga.FAW-Volkswagen sėdynių putplasčio sistema skirstoma į du tipus: kompozicinė medžiaga ir savaime besimaišanti medžiaga.
Kombinuota medžiaga:) A+B du sumaišyti tirpalai maišomi tiesiogiai
Savarankiškas partijų paruošimas: sumaišykite POLY, ty pagrindinį polieterį + POP + priedus, tada sumaišykite POLY ir ISO

2. Gamybos etapas – kilpinė gamyba
Paprastai kilpinė gamyba taikoma daugiausia per kelis procesus, tokius kaip pilimas, formavimas, išėmimas iš formų ir formų valymas, kaip nurodyta toliau:
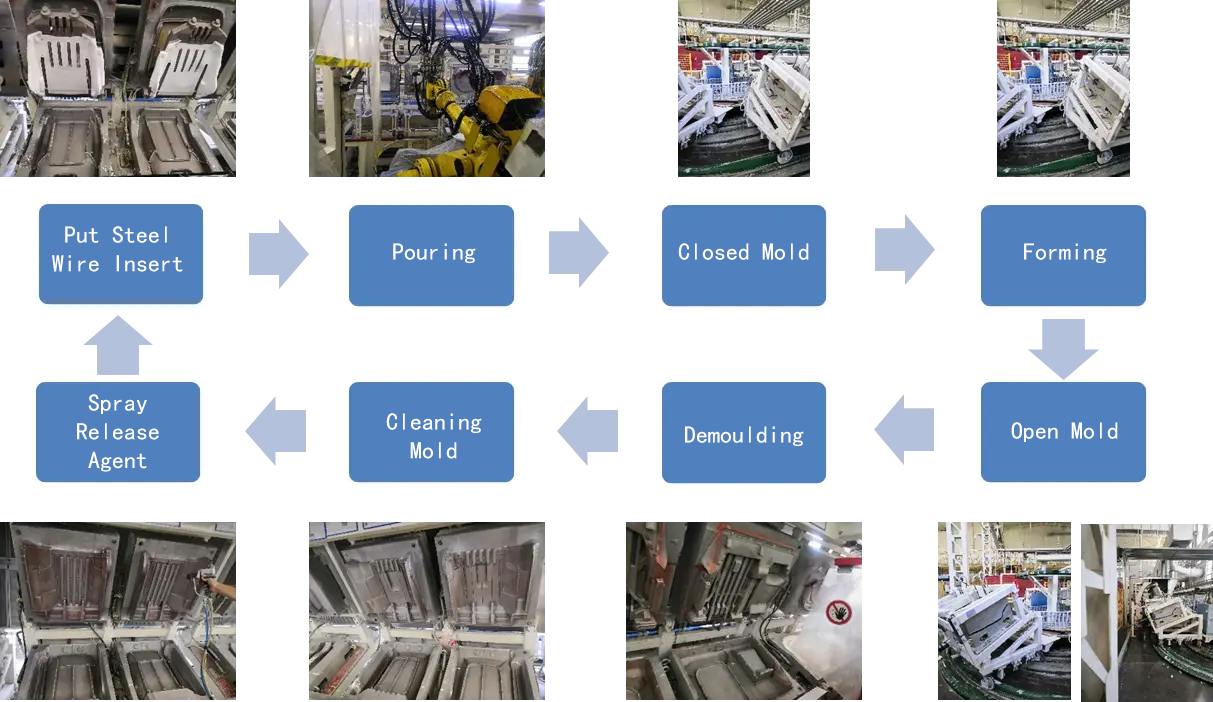
Tarp jų išpylimas yra raktas, kurį daugiausia užbaigia liejimo manipuliatorius.Naudojamos skirtingos pylimo procedūros, atsižvelgiant į skirtingas sėdynės putų padėtis, tai yra, pilamos putos skirtinguose regionuose, o proceso parametrai yra skirtingi (slėgis, temperatūra, formulė, putojimo tankis, pylimo kelias, atsako indeksas).
3. Papildomo apdorojimo etapas – įskaitant gręžimą, apipjaustymą, kodavimą, taisymą, duslintuvo vaško purškimą, sendinimą ir kitus procesus
① Skylė – atidarymo tikslas yra užkirsti kelią gaminio deformacijai ir padidinti elastingumą.Skirstoma į vakuuminį adsorbcijos tipą ir ritininį.
Po to, kai putos išeina iš formos, būtina kuo greičiau atidaryti ląsteles.Kuo trumpesnis laikas, tuo geriau, o ilgiausias laikas neturėtų viršyti 50 sekundžių.
②Kraštų apipjaustymo putos Dėl pelėsių išmetimo proceso ant putplasčio krašto susidarys tam tikri putplasčio blyksniai, kurie turės įtakos išvaizdai uždengiant sėdynę, todėl juos reikės pašalinti rankomis.
③ Kodavimas – naudojamas putų pagaminimo datai ir partijai atsekti.
④ Remontas – gamybos ar išardymo proceso metu putplastis sukels nedidelius kokybės defektus.Paprastai klijai naudojami defektams taisyti.Tačiau FAW-Volkswagen numato, kad A paviršiaus taisyti neleidžiama, o remonto operacijas ribojantys yra specialūs kokybės standartai..
⑤ Purškiamas garsą sugeriantis vaškas – funkcija yra užkirsti kelią trinčiai tarp putplasčio ir sėdynės rėmo, kad susidarytų triukšmas
⑥ Senėjimas – putoms išliejus iš formos, putojanti medžiaga paprastai nėra visiškai sureaguota, todėl reikalingos mikroreakcijos.Paprastai putos pakabinamos ore su kontaktiniu tinklu 6-12 valandų, kad sukietėtų.

atidarymas

Apipjaustymas

ponokinimas
Būtent dėl tokio sudėtingo proceso „Volkswagen“ sėdynių putplastis pasižymi puikiu komfortu ir aplinkos apsauga, mažu kvapu ir maža emisija.
Paskelbimo laikas: 2023-02-17