

Bọt ghế thường dùng để chỉ bọt polyurethane, được làm bằng vật liệu hai thành phần cộng với các chất phụ gia tương ứng và các vật liệu nhỏ khác, được tạo bọt qua khuôn.Toàn bộ quá trình sản xuất được chia thành ba quy trình: giai đoạn chuẩn bị, giai đoạn sản xuất và giai đoạn hậu xử lý.
Chủ yếu kiểm tra xem hàm lượng nước và độ nhớt của polyether có đáp ứng yêu cầu hay không.Món này đặc biệt quan trọng vào mùa đông ở miền Bắc.
Việc sản xuất thử bọt miễn phí cũng được thực hiện đối với các nguyên liệu đầu vào, chủ yếu là cân để xác minh xem chúng có đáp ứng các yêu cầu về trạng thái sản xuất hay không.
② Trộn:
Việc trộn được thực hiện theo công thức đã thiết lập và hiện đang sử dụng thiết bị trộn tự động.Hệ thống mút ngồi của FAW-Volkswagen được chia làm 2 loại: vật liệu composite và vật liệu tự trộn.
Vật liệu kết hợp:) A+B hai dung dịch hỗn hợp được trộn trực tiếp
Tự trộn: trộn POLY, nghĩa là phụ gia polyether cơ bản + POP +, sau đó trộn POLY và ISO

2. Công đoạn sản xuất – sản xuất vòng lặp
Nói chung, sản xuất vòng lặp được áp dụng, chủ yếu thông qua một số quy trình như đổ, tạo hình, tháo khuôn và làm sạch khuôn, như sau:
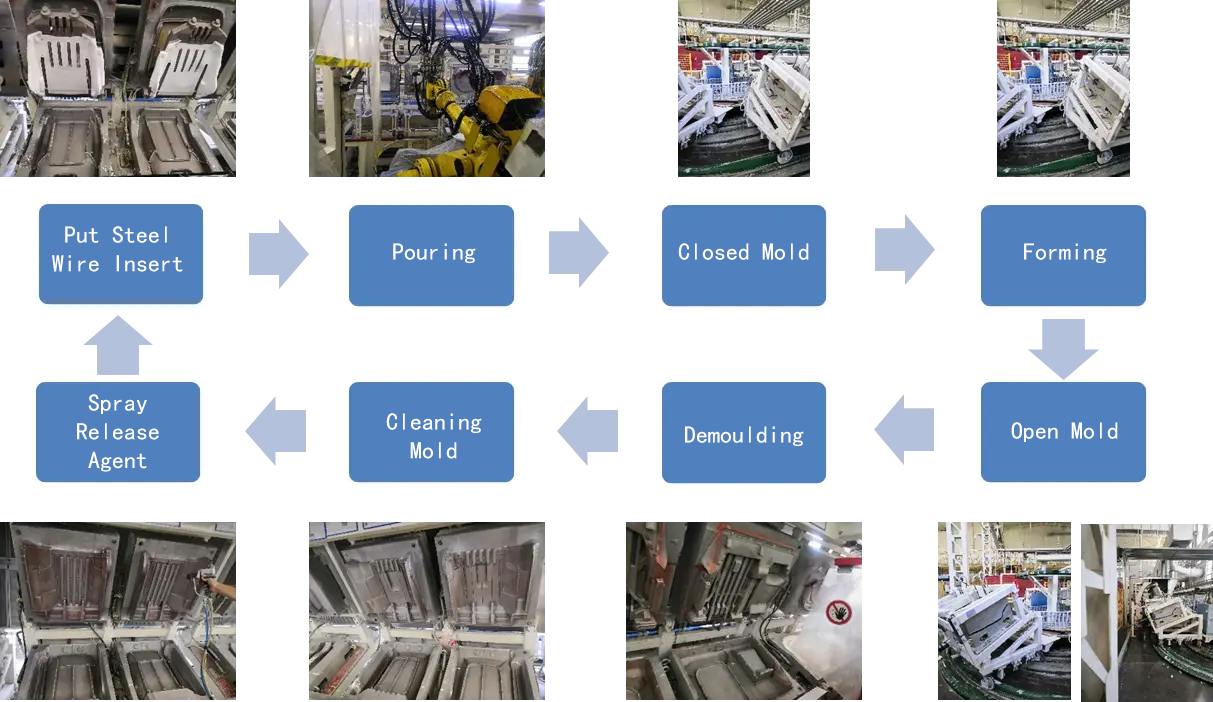
Trong số đó, việc rót là chìa khóa, chủ yếu được hoàn thành bởi người thao tác rót.Các quy trình đổ khác nhau được sử dụng tùy theo các vị trí khác nhau của bọt ghế, nghĩa là bọt được đổ ở các vùng khác nhau và các thông số quy trình cũng khác nhau (áp suất, nhiệt độ, công thức, mật độ tạo bọt, đường rót, chỉ số phản ứng).
3. Giai đoạn xử lý sau - bao gồm khoan, cắt tỉa, mã hóa, sửa chữa, phun sáp giảm thanh, lão hóa và các quy trình khác
① Lỗ – Mục đích của việc mở là để tránh biến dạng sản phẩm và tăng độ đàn hồi.Chia thành loại hấp phụ chân không và loại con lăn.
Sau khi bọt đã ra khỏi khuôn, cần phải mở tế bào càng sớm càng tốt.Thời gian càng ngắn càng tốt và thời gian dài nhất không quá 50s.
②Bọt xốp cắt tỉa cạnh Do quá trình xả khuôn, một số bọt xốp sẽ hình thành trên mép xốp, sẽ ảnh hưởng đến hình thức khi bọc ghế và cần phải loại bỏ bằng tay.
③ Mã hóa – dùng để theo dõi ngày sản xuất và lô bọt.
④Sửa chữa - Bọt sẽ tạo ra những khiếm khuyết nhỏ về chất lượng trong quá trình sản xuất hoặc quá trình tháo khuôn.Thông thường, keo được sử dụng để sửa chữa các khuyết điểm.Tuy nhiên, FAW-Volkswagen quy định bề mặt A không được phép sửa chữa và có những tiêu chuẩn chất lượng đặc biệt để hạn chế hoạt động sửa chữa..
⑤Phun sáp tiêu âm – chức năng ngăn chặn sự ma sát giữa mút và khung ghế tạo ra tiếng ồn
⑥ Lão hóa - Sau khi bọt được đúc từ khuôn, vật liệu tạo bọt thường không phản ứng hoàn toàn và cần phải có phản ứng vi mô.Thông thường, bọt được treo lơ lửng trong không khí bằng dây xích trong 6-12 giờ để đông cứng.

khai mạc

Cắt tỉa

sau chín
Chính nhờ quy trình phức tạp như vậy mà bọt ghế của Volkswagen có sự thoải mái tuyệt vời và bảo vệ môi trường với ít mùi và lượng khí thải thấp.
Thời gian đăng: Feb-17-2023