

Орын көбігі әдетте екі компонентті материалдардан және тиісті қоспалардан және қалыптар арқылы көбіктенетін басқа да ұсақ материалдардан жасалған полиуретанды көбікке жатады.Бүкіл өндіріс процесі үш процесске бөлінеді: дайындық кезеңі, өндіру кезеңі және өңдеуден кейінгі кезең.
Негізінен полиэфирдің су мөлшері мен тұтқырлығы талаптарға сәйкес келетінін тексеріңіз.Бұл элемент солтүстікте қыста әсіресе маңызды.
Тегін көбік өндірісі кіріс материалдар үшін де жүзеге асырылады, негізінен олардың өндіріс күйінің талаптарына сәйкес келетінін тексеру үшін өлшенеді.
② Араластыру:
Араластыру белгіленген формула бойынша жүргізіледі, қазіргі уақытта автоматты араластыру жабдығы қолданылады.FAW-Volkswagen орындық көбік жүйесі екі түрге бөлінеді: композициялық материал және өздігінен араласатын материал.
Аралас материал:) A+B екі аралас ерітінділер тікелей араласады
Өздігінен араластыру: POLY, яғни негізгі полиэфир + POP + қоспаларын араластырыңыз, содан кейін POLY және ISO араластырыңыз

2. Өндіріс кезеңі – цикл өндірісі
Әдетте, цикл өндірісі негізінен құю, қалыптау, қалыптан шығару және қалыптарды тазалау сияқты бірнеше процестер арқылы қабылданады:
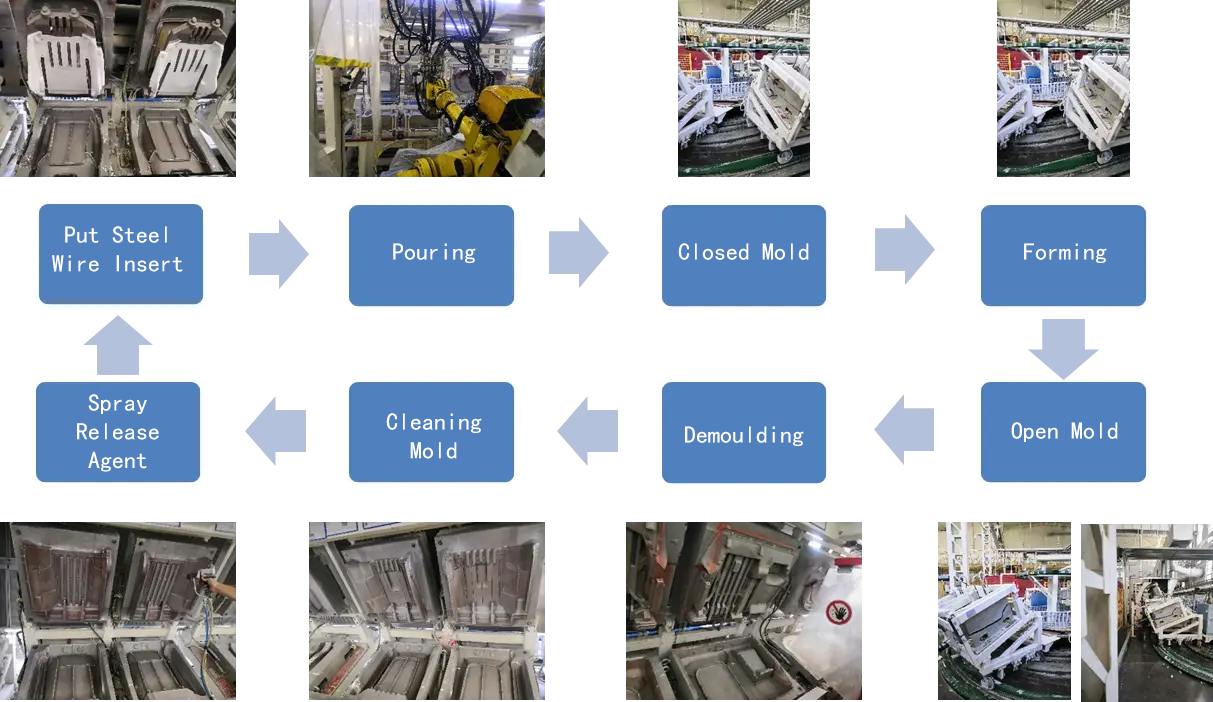
Олардың ішінде құю негізгі болып табылады, оны негізінен құю манипуляторы аяқтайды.Орындық көбіктің әртүрлі позицияларына сәйкес әртүрлі құю процедуралары қолданылады, яғни әртүрлі аймақтардағы көбіктер құйылады, ал процестің параметрлері әртүрлі (қысым, температура, формула, көбік түзу тығыздығы, құю жолы, жауап индексі).
3. Өңдеуден кейінгі кезең – бұрғылауды, кесуді, кодтауды, жөндеуді, сөндіргіш балауызды бүркуді, қартаюды және басқа процестерді қоса
① Саңылау – Ашу мақсаты өнімнің деформациясын болдырмау және серпімділікті арттыру болып табылады.Вакуумды адсорбциялық типке және роликті типке бөлінеді.
Пішіннен көбік шыққаннан кейін ұяшықтарды мүмкіндігінше тез ашу керек.Уақыт неғұрлым қысқа болса, соғұрлым жақсы және ең ұзақ уақыт 50-ден аспауы керек.
②Шетін кесу-көбік Зең шығару процесіне байланысты көбік жиегінде біраз көбік жарқылдары пайда болады, бұл орындықты жабу кезінде сыртқы түріне әсер етеді және оны қолмен алып тастау керек.
③ Кодтау – көбіктің өндірілген күні мен партиясын қадағалау үшін қолданылады.
④Жөндеу – Көбік өндіріс процесінде немесе қалыптан шығару процесінде аздаған сапа ақауларын тудырады.Әдетте, желім ақауларды жою үшін қолданылады.Дегенмен, FAW-Volkswagen A бетін жөндеуге рұқсат етілмейтінін және жөндеу жұмыстарын шектеу үшін арнайы сапа стандарттарын қарастырады..
⑤Дыбысты жұтатын балауызды шашырату – функциясы шу шығару үшін көбік пен орындық жақтауының арасындағы үйкелістің алдын алу болып табылады.
⑥Қартаю – Көбік қалыптан қалыпқа келтірілгеннен кейін көбік түзетін материал әдетте толық реакцияға түспейді және микрореакциялар қажет.Әдетте, көбік қатаю үшін 6-12 сағат бойы катенармен ауада ілінеді.

ашу

Кесу

кейінгі пісу
Дәл осындай күрделі процестің арқасында Volkswagen орындық көбігі тамаша жайлылыққа және төмен иіспен және аз шығарындылармен қоршаған ортаны қорғауға ие.
Жіберу уақыты: 17 ақпан 2023 ж