

אַוועקזעצן פּינע בכלל רעפערס צו פּאַליוראַטיין פּינע, וואָס איז געמאכט פון צוויי-קאָמפּאָנענט מאַטעריאַלס פּלוס קאָראַספּאַנדינג אַדאַטיווז און אנדערע קליין מאַטעריאַלס, וואָס זענען פאָומד דורך מאָולדז.דער גאנצער פּראָדוקציע פּראָצעס איז צעטיילט אין דרייַ פּראַסעסאַז: צוגרייטונג בינע, פּראָדוקציע בינע און פּאָסטן-פּראַסעסינג בינע.
דער הויפּט קאָנטראָלירן צי די וואַסער אינהאַלט און וויסקאָסיטי פון פּאַליעטער טרעפן די באדערפענישן.דעם נומער איז ספּעציעל וויכטיק אין די ווינטער אין די צפון.
פריי פּינע פּראָצעס פּראָדוקציע איז אויך דורכגעקאָכט פֿאַר ינקאַמינג מאַטעריאַלס, דער הויפּט ווייינג צו באַשטעטיקן צי זיי טרעפן די פּראָדוקציע סטאַטוס רעקווירעמענץ.
② מיקסינג:
מיקסינג איז געפירט אויס לויט די געגרינדעט פאָרמולע, און אָטאַמאַטיק מיקסינג עקוויפּמענט איז דערווייַל געניצט.FAW-Volkswagen ס אַוועקזעצן פּינע סיסטעם איז צעטיילט אין צוויי טייפּס: קאָמפּאָסיטע מאַטעריאַל און זיך-מיקסינג מאַטעריאַל.
קאָמבינאַציע מאַטעריאַל :) א + ב צוויי געמישט סאַלושאַנז זענען געמישט גלייַך
זיך-באַטשינג: מישן POLY, דאָס איז, יקערדיק פּאָליעטהער + POP + אַדאַטיווז, און דעמאָלט מישן POLY און ISO

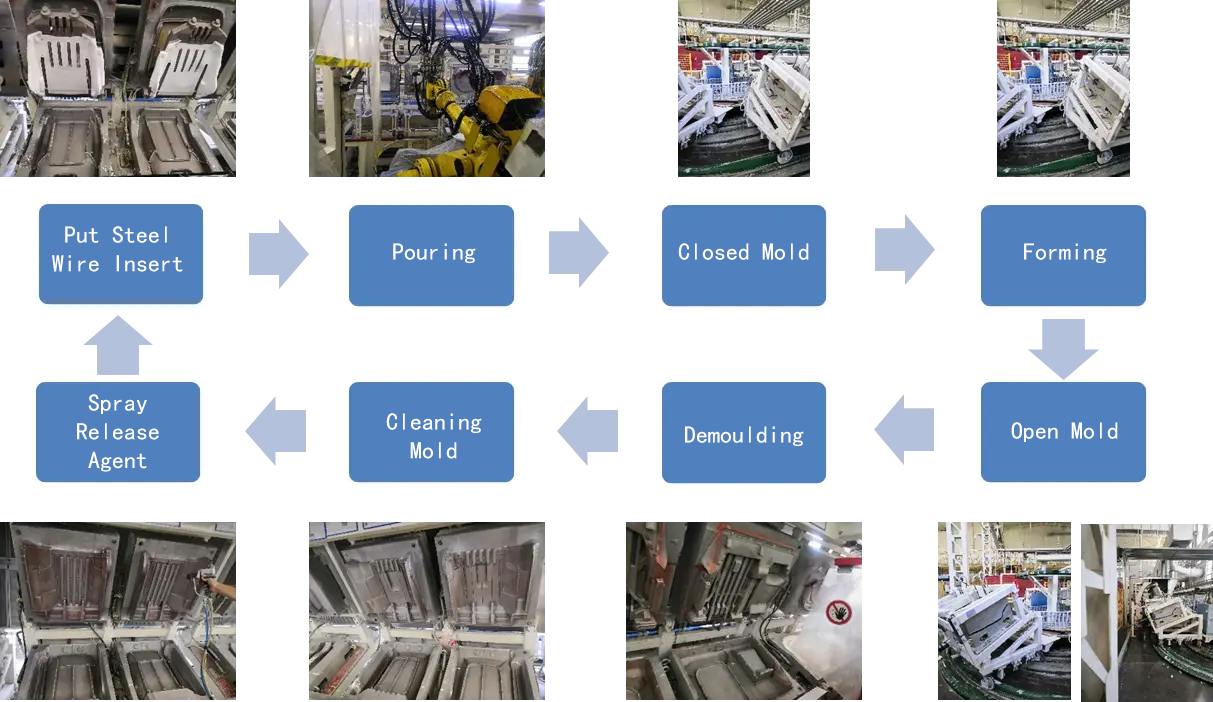
2. פּראָדוקציע בינע - שלייף פּראָדוקציע
אין אַלגעמיין, שלייף פּראָדוקציע איז אנגענומען, דער הויפּט דורך עטלעכע פּראַסעסאַז אַזאַ ווי פּאָרינג, פאָרמינג, דעמאָולדינג און פורעם רייניקונג, ווי גייט:
צווישן זיי, פּאָרינג איז דער שליסל, וואָס איז דער הויפּט געענדיקט דורך די פּאָרינג מאַניפּיאַלייטער.פאַרשידענע פּאָרינג פּראָוסידזשערז זענען געניצט לויט צו פאַרשידענע שטעלעס פון די אַוועקזעצן פּינע, וואָס איז אויסגעגאסן פאָומז אין פאַרשידענע מקומות, און די פּראָצעס פּאַראַמעטערס זענען אַנדערש (דרוק, טעמפּעראַטור, פאָרמולע, פאָומינג געדיכטקייַט, פּאָרינג מאַרשרוט, ענטפער אינדעקס).
3. פּאָסטן-פּראַסעסינג בינע - אַרייַנגערעכנט דרילינג, טרימינג, קאָודינג, ריפּערינג, ספּרייינג סילענסער וואַקס, יידזשינג און אנדערע פּראַסעסאַז
① לאָך - דער ציל פון עפן איז צו פאַרמייַדן פּראָדוקט דיפאָרמיישאַן און פאַרגרעסערן ילאַסטיסאַטי.צעטיילט אין וואַקוום אַדסאָרפּטיאָן טיפּ און וואַל טיפּ.
נאָך די פּינע קומט אויס פון די פורעם, עס איז נייטיק צו עפענען די סעלז ווי באַלד ווי מעגלעך.די קירצער די צייט, די בעסער, און די לאָנגעסט צייט זאָל נישט יקסיד 50 ס.
② ברעג טרימינג פּינע רעכט צו דער פּראָצעס פון פורעם ויסמאַטערן, עטלעכע פּינע פלאַשיז וועט זיין געשאפן אויף די ברעג פון די פּינע, וואָס וועט ווירקן די אויסזען ווען קאַווערינג די אַוועקזעצן און דאַרפֿן צו זיין אַוועקגענומען מיט האַנט.
③ קאָודינג - געניצט צו שפּור די פּראָדוקציע טאָג און פּעקל פון פּינע.
④ ריפּער - פּינע וועט פּראָדוצירן קליין קוואַליטעט חסרונות בעשאַס די פּראָדוקציע פּראָצעס אָדער דעמאָולדינג פּראָצעס.אין אַלגעמיין, קליי איז געניצט צו פאַרריכטן די חסרונות.אָבער, FAW-Volkswagen סטיפּיאַלייץ אַז ייבערפלאַך א איז נישט ערלויבט צו זיין ריפּערד, און עס זענען ספּעציעל קוואַליטעט סטאַנדאַרדס צו באַגרענעצן פאַרריכטן אַפּעריישאַנז..
⑤ שפּריץ געזונט-אַבזאָרבינג וואַקס - די פֿונקציע איז צו פאַרמייַדן די רייַבונג צווישן די פּינע און די אַוועקזעצן ראַם צו דזשענערייט ראַש
⑥ יידזשינג - נאָך די פּינע איז מאָולדיד פון די פורעם, די פאָומינג מאַטעריאַל איז בכלל נישט גאָר ריאַקטאַד, און מיקראָ-ריאַקשאַנז זענען פארלאנגט.אין אַלגעמיין, די פּינע איז סוספּענדעד אין די לופט מיט אַ קאַטאַנערי פֿאַר 6-12 שעה פֿאַר קיורינג.

עפן

טרימינג

נאָך רייפּאַנינג
עס איז פּונקט ווייַל פון אַזאַ אַ קאָמפּליצירט פּראָצעס אַז וואָלקסוואַגען ס אַוועקזעצן פּינע האט ויסגעצייכנט טרייסט און ינווייראַנמענאַל שוץ מיט נידעריק רייעך און נידעריק ימישאַן.
פּאָסטן צייט: פעברואר 17-2023