

La espuma para asientos se refiere generalmente a la espuma de poliuretano, que se compone de materiales de dos componentes más los aditivos correspondientes y otros materiales pequeños que se espuman mediante moldes.Todo el proceso de producción se divide en tres procesos: etapa de preparación, etapa de producción y etapa de posprocesamiento.
Compruebe principalmente si el contenido de agua y la viscosidad del poliéter cumplen con los requisitos.Este punto es especialmente importante en invierno en el norte.
También se lleva a cabo una producción de prueba de espuma libre para los materiales entrantes, principalmente pesando para verificar si cumplen con los requisitos del estado de producción.
② Mezcla:
La mezcla se realiza según la fórmula establecida, y actualmente se utilizan equipos de mezcla automáticos.El sistema de espuma para asientos de FAW-Volkswagen se divide en dos tipos: material compuesto y material automezclado.
Material combinado :) A+B dos soluciones mixtas se mezclan directamente
Autodosificación: mezcle POLY, es decir, poliéter básico + POP + aditivos, y luego mezcle POLY e ISO

2. Etapa de producción: producción en bucle
Generalmente, se adopta la producción de bucles, principalmente a través de varios procesos como vertido, conformado, desmoldado y limpieza de moldes, de la siguiente manera:
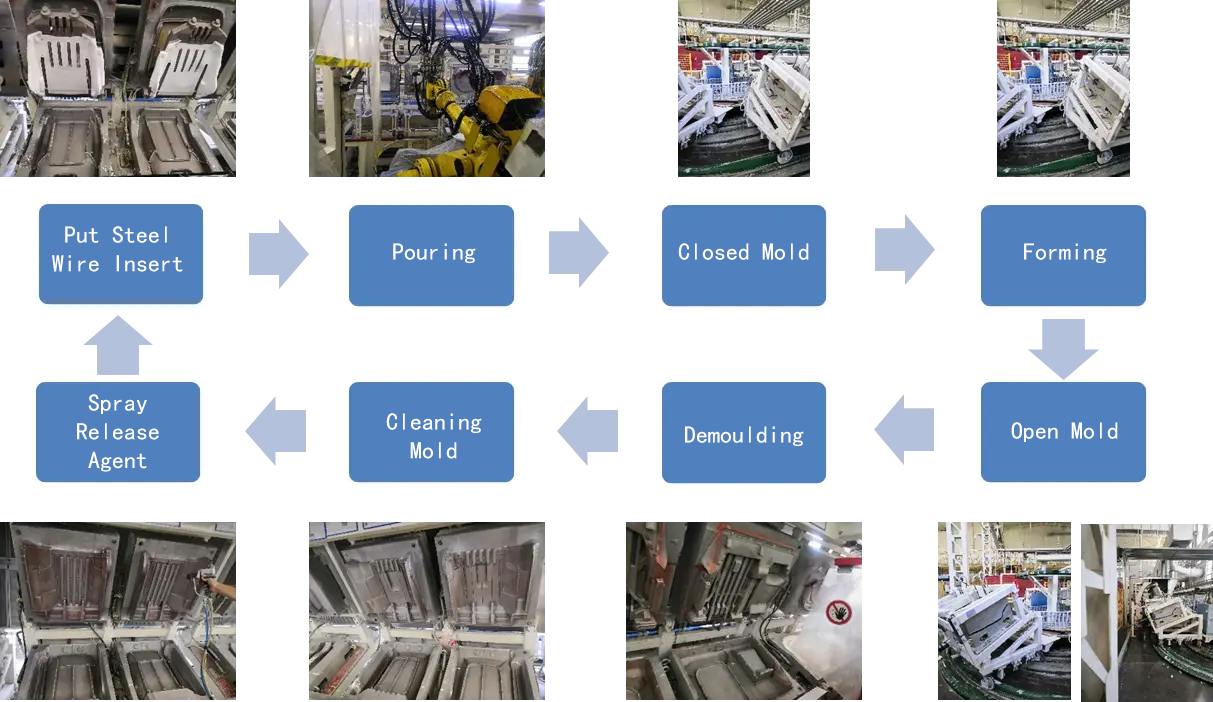
Entre ellos, el vertido es la clave, que se realiza principalmente mediante el manipulador de vertido.Se utilizan diferentes procedimientos de vertido según las diferentes posiciones de la espuma del asiento, es decir, se vierten espumas en diferentes regiones y los parámetros del proceso son diferentes (presión, temperatura, fórmula, densidad de espuma, ruta de vertido, índice de respuesta).
3. Etapa de posprocesamiento: que incluye perforación, recorte, codificación, reparación, pulverización de cera para silenciadores, envejecimiento y otros procesos.
① Orificio: el propósito de la apertura es evitar la deformación del producto y aumentar la elasticidad.Dividido en tipo de adsorción al vacío y tipo de rodillo.
Una vez que la espuma sale del molde, es necesario abrir las celdas lo antes posible.Cuanto más corto sea el tiempo, mejor, y el tiempo más largo no debe exceder los 50 segundos.
②Espuma de recorte de bordes Debido al proceso de escape del molde, se producirán algunos destellos de espuma en el borde de la espuma, lo que afectará la apariencia al cubrir el asiento y deberá retirarse con la mano.
③ Codificación: se utiliza para rastrear la fecha de producción y el lote de espuma.
④Reparación: la espuma producirá ligeros defectos de calidad durante el proceso de producción o desmolde.Generalmente se utiliza pegamento para reparar los defectos.Sin embargo, FAW-Volkswagen estipula que no se permite reparar la superficie A y existen estándares de calidad especiales para restringir las operaciones de reparación..
⑤Cera en aerosol que absorbe el sonido: la función es evitar que la fricción entre la espuma y el marco del asiento genere ruido.
⑥Envejecimiento: una vez que la espuma se moldea a partir del molde, el material espumante generalmente no reacciona completamente y se requieren microreacciones.Generalmente, la espuma se suspende en el aire con una catenaria durante 6 a 12 horas para su curado.

apertura

Guarnición

post-maduración
Es precisamente debido a un proceso tan complicado que la espuma para asientos de Volkswagen tiene un excelente confort y protección ambiental con bajo olor y bajas emisiones.
Hora de publicación: 17 de febrero de 2023